
各类精密钢管加工定制生产厂家
为客户提供产品加工、切割、配送等一体化服务
133-2325-1536 李总
各类精密钢管加工定制生产厂家
为客户提供产品加工、切割、配送等一体化服务
133-2325-1536 李总
联系人:李总
电 话:139-3155-1536
地 址:唐山市丰南区钱营镇北阳庄旧址
网 址:www.tszwjs.com

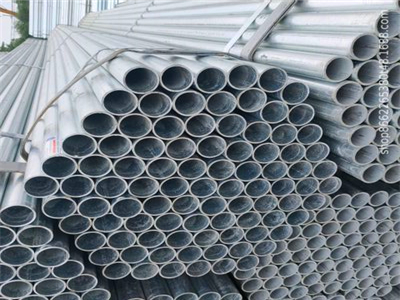
因此,较小口径的焊管大都采用直缝焊,大口径焊管则大多采用螺旋焊,螺旋缝焊接钢管分为自动埋弧焊接钢管和高频焊接钢管两种,螺旋缝自动埋弧焊接钢管按输送介质的压力高低分为甲类管和乙类管两类。甲类管一般用普通碳素钢Q235、Q235F及普通低合金结构钢16Mn焊制,加工Q235大口径焊管价格乙类管采用Q235、Q235F、Q195等钢材焊制,用作低压力的流体输送管材;螺旋缝高频焊接钢管,尚没统一的产品标准,一般采用普通碳素钢Q235、Q235F等钢材制造。开平加工Q235大口径焊管价格按用途分类按用途又分为一般焊管、镀锌焊管、吹氧焊管、电线套管、公制焊管、托辊管、深井泵管、汽车用管、变压器管、电焊薄壁管、电焊异型管和螺旋焊管;螺旋焊接钢管按焊接方法不同可分为电弧焊管、高频或低频电阻焊管、气焊管、炉焊管。

钢管生产技术的发展开始于自行车制造业的兴起,19世纪初期石油的开发,开平加工Q235大口径焊管价格两次世界大战期间舰船、锅炉、飞机的制造,第二次世界大战后火电锅炉的制造,化学工业的发展以及石油天然气的钻采和运输等,开平加工Q235大口径焊管价格都有力地推动着钢管工业在品种、产量和质量上的发展。通常钢管按照生产方法,分为无缝钢管和焊接钢管两种类型,这次主要给大家介绍焊接钢管。焊接钢管即有缝钢管,其生产是将管坯(钢板和钢带)用各种成型方法弯卷成要求的横断面形状和尺寸的管筒,再用不同的焊接方法将焊缝焊合而得到钢管的过程。
在焊缝两侧纵、横两个不同方向上进行检测,其缺陷回波出现在不同位置、显示次序呈不规则,开平加工Q235大口径焊管价格每个单独的回波信号显示单个尖锐回波、而底波消失或高度降低。探头移动在不同位置检测时,回波信号显示一群密集缺陷回波,缺陷波密集互相彼连、高低不同,反射信号此起彼伏、忽高忽低,假若可分辨,则每一个单独回波信号均显示点状缺陷的特征。根据纵、横方向上的缺陷回波的位置。开平加工Q235大口径焊管价格显示次序呈不规则、连续发生底波消失或底波幅度降低于50% 的特征可估评判为是密集状缺陷。常见的密集状缺陷有密集气孔、再热裂纹等缺陷,这种缺陷是一群缺陷的集合,每个小缺陷彼此之间相隔距离很近,无法对每个小缺陷单独定位定量。

直缝焊接钢管的焊接事项是什么,下面让我带你了解一下吧。直缝焊接钢管的长短关键分为定尺和不确定尺,这关键依据顾客的规定,长短一般在6-14米,大规格的直缝焊接钢管将会必须2个厚钢板开展生产这也产生了双焊接。直缝焊接钢管规格型号用公称压力规格和壁厚表达,直缝焊接钢管的焊接事项按壁厚可分为厚壁直缝管和厚壁直缝管二种。按样子可分为环形、正方形或异型管等。直缝焊接钢管的焊接事项主要用途:钢管用作各种各样零部件、零件和输送流体管道及其别的主要用途的电弧焊接钢管。直缝焊接钢管的焊接事项按制造方式 归类钢管按制造方式 可分为两类:无缝拼接钢管和电焊焊接钢管。

在焊缝两侧纵、横两个不同方向上进行检测,其缺陷回波的高度显著不同且呈不规则变化,底波高度无明显变化。当缺陷回波很强、底波消失时可认为是大面积缺陷。在垂直于缺陷方向检测均显示单个锯齿形回波、缺陷回波较高、且波形明显尖锐陡峭,开平加工Q235大口径焊管价格探头移动时回波幅度随机起伏较大(波幅差>±6dB);开平加工Q235大口径焊管价格在平行于缺陷方向检测,缺陷回波较低,甚至无缺陷回波;在倾斜于缺陷方向检测显示钟形脉冲包络,该钟形脉冲包络中有一系列连续信号,通常表现为位置多变(但变化不大)的强烈多尖峰状,并出现很多小波峰,探头移动时,每个小波峰在脉冲包络中移动,波幅由零逐渐升到最大值,然后又下降到零,信号幅度随机起伏(>±6dB)。根据纵、横方向上的缺陷回波的高度不同、且呈不规则变化特征可估评判为是平面状缺陷。

相比于无缝钢管,焊管具有产品精度高,尤其是壁厚精度、主设备简单,占地小、生产上可以连续化作业、生产灵活、机组的产品范围宽等特点。开平加工Q235大口径焊管价格切成单根钢管后,每批钢管头三根要进行严格的首检制度,检查焊缝的力学性能,化学成份,溶合状况,钢管表面质量以及经过无损探伤检验,确保制管工艺合格后,才能正式投入生产。主要设备有铣边机、预弯机、成型机、预焊机、扩径机等。同时直缝埋弧焊管的成型型方式有UO(UOE)、RB(RBE)、JCO(JCOE)等多种。开平加工Q235大口径焊管价格将钢板在成型模内先压成U形,再压成O形,然后进行内外埋弧焊,焊后通常在端部或全长范围扩径(Expanding)称为UOE焊管,不扩径的称为UO焊管。
唐山市丰南区智文金属制品有限公司



